2023-01-03 17:00:58
2.1目前的数控编程技术
2.1.1手工编程
手工编程过程实质上是数控机床加工指令、工艺基础和待加工零什图样的综合应用过程。在手工编程中,需要完成的内容如下:①零件图的分析和工艺处理。通过对零件图的分析,确定加工方案,选择适当的数控机床、夹具、刀具,确定合理的走刀路线及切削用晨和加工参数。②数学处理。根据零什的几何尺寸、加工路线,计算刀具,中心的运动轨迹阱获取刀位数据。③编写零件加工数控程序,程序检验并制作控制介质。其一般步骤如图2.1所示。
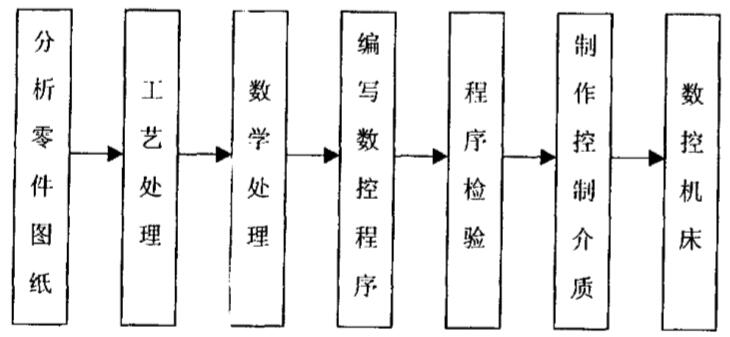
图2.1手工编程的内容及步骤
虽然对于二维加工对象的数控编程来说,手工编程基本可以满足其使用要求,但手工编程技术劳动景大、计算烦琐、效率低、易出错,而且对于三维的加工对象,手工编程根本完成不了,所以目前的数控加工一般采用自动编程技术。
2.1.2数控自动编程
数控自动编程是指利用计算机部分或全部地完成手工编程的内容。尽管需要完成的内容不变,但随着先进制造技术及计算机技术、网络技术的发展,数控自动编程系统的实现方式和结构也在不断发展以适应其支撑平台的发展。就当前来讲,数控自动编程系统的传统结构如图2.2所示。为了实现通用化处理,NCP系统一般分为前置处理和后置处理两个部分,分别完成不同的功能。
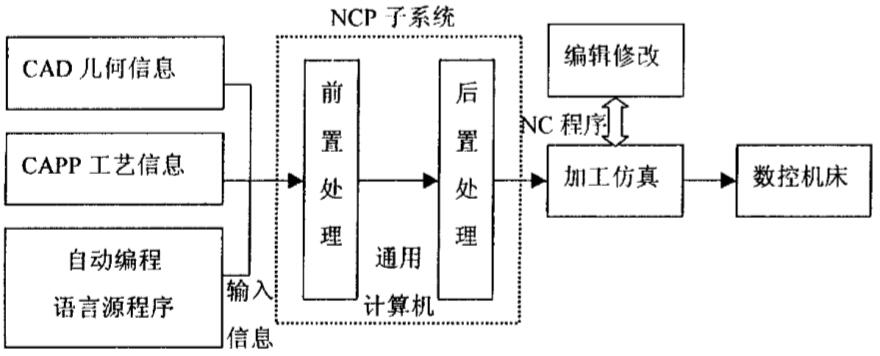
图2.2数控自动编程系统的传统结构
前置处理完成的功能包括读入几何、工艺信息,决定走刀路线及参数,计算刀具轨迹并生成刀位文件。为了实现NCP系统的通用化,刀位文什应能适应各种不同机床后置处理的要求,即刀位文件格式中不能携带任何有关机床的信息,前置是完全通用的。
后置处理完成由刀位文件生成相应具体数控机床的数控程序。在实现NCP系统通用化策略上,后置处理通过结合不同的机床文件,生成适应不同机床指令格式的数控程序。
与手工编程相比,尽管自动编程需要完成的内容不变,但随着先进制造技术及计算机技术、网络技术的发展,数控自动编程系统的实现方式和结构也在不断发展以适应其支撑平台的发展。直至今日,己经出现了品种繁多、功能各异的编程系统。如:数控语言编程系统、会话式编程系统、数控图形编程系统等。
2.1.2.1数控语言编程系统
数控语言编程系统是最早研制的,它是用数控语言来编写零件加工的源程序。与其它类型的自动编程系统相比,它是迄令为止应用最广泛、功能最强、通用性最广、技术最成熟的系统。
APT(Automatically Programmed Tool)是自动编稗丁具的简称,是一种对工件、刀具的几何形状及刀具相对于工件的运动等进行定义时所使用的一种接近英语的符号语言。把用APT语言书写的零件加工程序输入计算机,经计算机的APT语言编程系统编译产生刀位文件,然后进行数控后置处理,生成数控系统能接受的零件数控加工程序称为APT语言自动编程,图2.3是APT语言自动编程的原理与过程。
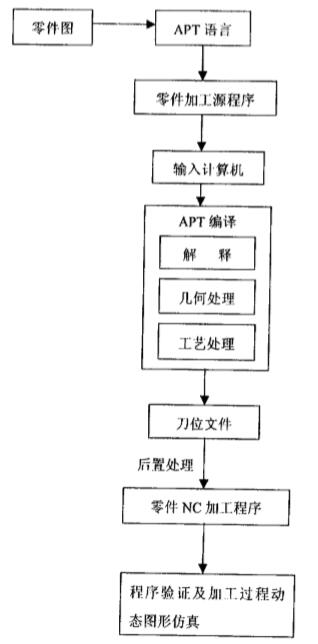
图2.3 APT语言自动编程的原理与过程
APT语言词汇丰富,定义的类型多。它用几何定义语句来描述被加工对象的形状,用刀具运动语句来描述机床加工工件时的运动状态,用后黉处理语句来描述对机床功能 的控制。
采用APT语言编制数控加工程序具有程序简练、走刀控制灵活等优点,使数控加工编程从面向机床指令的“汇编语育”级,上升到丽向几何元素(点、线、而)的高级语言级。由于计算机(或编程机)自动编程代替程序编制人员完成了繁琐的数值计算工作,并省去了编写程序单的工作量,因而可将编程效率提高数倍到数十倍,同时解决了手工 编程中无法解决的许多复杂零什的编程问题,如APT系列能处理二维轮廓、三维曲面的铣削加工,包括刀轴可倾斜的多坐标加工(目前可达五坐标),但APT是一个庞大的系统,较难掌握,对硬件和编程人员的专业要求很高等。但是,随着先进制造技术的发展,特别是柔性制造系统(FMS)和计算机集成制造系统(CIMS)的应用,对自动编程技术提出了更高的要求,而采用APT语言的自动编程已显得非常的不足,主要表现在以下几点:
(1)难于应用。它虽然采用了高级语言和符号来描述零件,但仍需要人工完成APT源程序的编写,所以对操作人员的专业要求很高,既困难且又容易出错。
(2)集成性差。零件设计与加工之间用图纸传递数据,无法满足CAD/CAPP/CAM集成的要求,计算机只是参与计算而不能利用工艺信息,实现不了工艺与NCP的自动集成,阻碍了工作效率的提高。
(3)通用性差。APT源程序需要经过专用的编程机编译成可供机床使用的数控代码。由于各个厂家生产的数控机床使用的编程系统(代码格式)不完全一致,不同种类的机床需要配置不同种类的数控编程机,而且数控编程机价格昂贵,这使用户在选择数控机床时不待不考虑选择同类型编程系统,使得用户的选择范围太小,不符合开放性(通用化)的要求。若采用通用的计算机数控自动编程系统则可以实现一机多用。
(4)APT语言缺少剥零什形状、刀具运动轨迹的直观图形显示和刀具轨迹的验证手段。
2.1.2.2会话式自动编程系统
会话式自动编程系统是在数控语言编程系统基础上开发出来的,图2.4为会话式编程流程图。以日本的FAPT为例,其会话式编程系统除了几何定义语句、刀具运动语句与原来的APT基本相同,由于增加了可以进行会话的命令,这样它不仅能处理原来的APT零件源程序,而且还具有以下功能:可以随时执行或暂停程序中的任意语句或语句组;可以随时变更零件源程序,如删去某些语句,修改或插入某些语句;对以前定义过的零件源程序的点或直线等数据,在以后的零件源程序中可以不再定义的加以使用;随时可打印或不打印程序单或某一中间处理结果,如点、赢线、圆的数据等:随时可打印出修改后的零件源程序单。但是,会话式编程系统出有其缺点,主要是输入零件信息时要有一个将图纸信息进行转换的过程,这种转换过程是由编程人员完成的,所以这种系统容易产生人为错误,同时降低了编程的效率。

图2.4会话式处理方式流程图
2.1.2.3基于图形的数控自动编程系统
数控图形编程系统是一种计算机辅助编程技术,它是通过专用的计算机软件来实现的。这种软件通常以机械计算机辅助设计(CAD)软件为基础,利用CAD软件的图形编辑功能,将零件的几何图形绘制到计算机上,形成零件的图形文件;然后调用数控编程模块,采用人机交互的方式在计算机屏幕上指定被加工的部位,再输入的相应的加工工艺参数,计算机便可自动进行必要的数学处理并编制出数控加工程序,同时在计算机屏幕上动态地显示刀具的加工轨迹。因为编程者基本上是将零件图“照搬”给计算机,无需再对图形信息进行转换,所以这种方法最大限度地减少了人为错误,最大限度地提高了编程效率和质量,被称为效率最高的编程方法。
更重要的是,由于图形编程系统是从加工零件图来生成数控加工指令单,由于计算机辅助设计的结果足图形,故可利用CAD系统进行工件的设计,然后经过CAPP生成数控机床上使用的工序卡,即可生成数控加工指令单。很显然,这种编程方法具有速度快、精度高、直观性使用简便、便于检查等优点,因此,“图形交互式自动编程”己经成为目前国内外先进的CAD/CAM软件所普遍采用的数控编程方法。
图形交互自动编程是一种全新的编程方法,与手工编程及APT语言编程比较有以下几个特点:
①这种编程方法不象手工编程那样需要复杂的数学汁算,计算出各节点的坐标数据,也不象数控编程语言去编写描述零什几何形状、加工走刀过程及后处理源程序,而是在计算机上直接面向零件的几何图形。其编程的结果也以图形的方式届示在计算机
上。该方法具有简便、直观、准确和便于检查的优点。
②通常图形自动编程软件和相应的CAD软件有机的联在一起成为一体化的软件系统,既可用来进行计算机辅助设计,也可用柬商接调用设计好的零件图形进行交互编程,对实现CAD/CAM一体化极为有利。
③这种编程方法的整个编程过程是交互进行的,而不是像APT语言编程那样,事先用数控语言编好源程序,然后由计算机以批处理的方式进行,生成数控加工程序。这种编程方法简单易学,在编程过程中可以随时发现问题进行修改。
④编程过程中,图形数据的提取、节点的计算、程序的编制及输出都是由计算机自动进行的,因此编程的速度快、效率高、准确性好。
⑤此类软件都在通用计算机上进行,不需要专用的编程机,所以非常便于普及推广。这种自动编程方法,在机床加工一个零件的同时,可以编制另一个零件的加工程序,使用方便直观,可以说图形交互自动编程是一种先进的自动编程技术,是自动编程软件的发展方向。目前,国内外先进的编程软件均普遍采用了这种编程技术。
2.1.2.4实物编程系统
实物编程也称为无尺寸图形的数字化处理,当有模型或实物而无尺寸的零件要进行数控加工时,可配备一台坐标测量机,先将模型的尺寸测量出来,测量机本身的控制计算机就可以对数据进行处理并能输出需要的数控加工程序单。也有一些数控机床具有一种称为示教再现(Teach and Playback)的功能,机床各有测量传感器,按照实际加工路线,测量出实物或模型的尺寸,存储在数控系统内,经处理后形成加工程序,便可按相同的路线对以后的零件进行加工,这就是实物编程。这种系统的特点是:其实体模型一般都不是专为数控编程服务的,甚至不是为数控编程而设计的,为了用于数控编程往往需要对实体模型进行可加工性分析,识别加工特征(machining feature)(加工表面或加工区域),并对加工特征进行工艺规划,最后才进行数控编程,其中每一步可能都很复杂,需要在人机交互方式下进行。
2.1.2.5语音编程系统
语音编程就是利用人的声音作为输入,并与计算机和显示装置直接对话的方法,令计算机输出零件加工程序。这种自动编程主要有两种方法:一种是将自动编程语言分解为孤立的每一个词汇。因此,可以用语音对每一个孤立的词汇进行语音输入,该方法简单可靠,但效率底。另一种是对自动编程语言的语句用一串语音(即一句话)来代替,输入计算机,整个操作过程用语音命令来执行。这种方法效率高,但语爵识别难度大。
在编程之前,系统须熟悉编程人员的声音,也就是在第一次使用该系统时,编程人员应对着话筒讲系统规定的备种词汇和数字,以便系统记录下来,并转换成计算机可以接受的数字指令。编程时,由编程人员对着话筒发出各种指令或回答届示装罱的屏幕上提出的问题,而后屏幕上则显示出编程人员所讲出的指令,对问题的回答,进行核对,或请求发出指令等,如图2.5所示。
从目前的语音识别技术来看,操作者初次接触语音系统时,要训练系统熟悉操作者的声音。为此,操作扦必须事先将词汇的讲菏通过话筒输入计算机来建立样本。语音主要是与样本的特征进行比较,根据需要可以很快更换在计算机的不同操作者的语音特征及不同的词汇。

图2.5 语音编程的系统流程图
2.1.2.6基于视角系统的自动编程系统
视觉系统编程是采用计算机视觉系统来阅读、理解图纸,由编程人员在编辑过程中实时给出起刀点、下刀点和退刀点,然后自动计算出刀位点的有关坐标值,并经过后置处理,最后输出数控加工程序或穿孔纸带的一种自动编程方法。
图2.6所示为视觉系统编程的系统框图。首先由图纸扫描器(常用的有CCD传感器型扫描器和扫描鼓两种)扫描图纸,取得一幅图像,对该图像进行预处理为了校正图像的几何畸变和灰度畸变,并将它转化为易处理的二维图像,同时做断口矫正,几何交点部分检测,细线化处理以消除输入部分分辨率的影响。然后分离并识别图纸上的文字、符号、线条等元素,并记忆他们之问的关系,对线条还需要进行矢量化处理,并用直线或曲线拟合,得到端点和分支点。再将这些信息综合处理,确定图纸中每条线的意义及其尺寸大小,最后做编辑处理及刀位点坐标计算,再连接适当的后置处理,就能输出数控加工程序单。
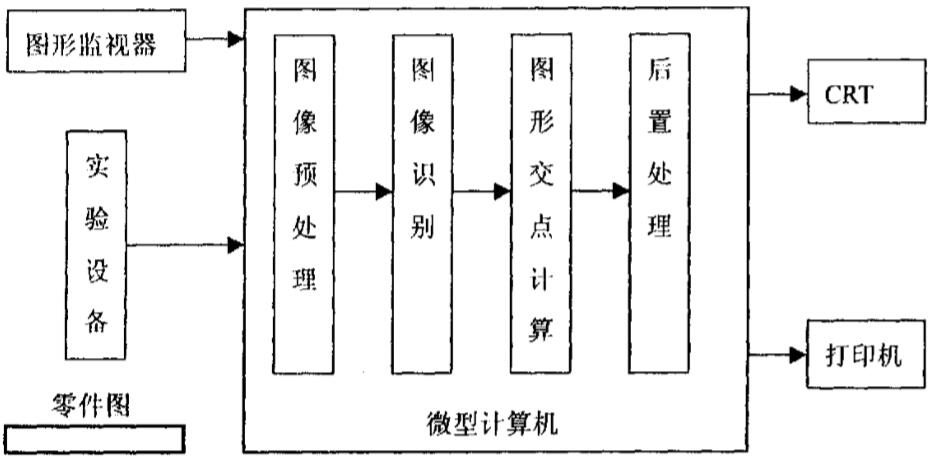
图2.6视角系统编程的流程图
视觉系统编程时不需要零件源程序,编程员只要事先输入工艺参数即可,操作简单,能直接与CAD的数据相连接,实现高度自动化。
2.2可视化交互式自动编程技术的提出
纵观上述的数控编程方法,可以看出:
1.手工编程:它的计算复杂、易出错、只适合用于简单的零件加工,属于淘汰的编程方式。
2.以APT语言为基础的自动编程系统:APT是用语言方式来描述几何图形信息的,故为了准确地描述几何图形和加工过程,APT语句就加了许多的修饰或限制词;同时APT语言又不是结构化语言,程序的书写、调试和维护都很困难,使用这种编程系统的编程人员必须是经过专门的训练。虽然它有着十分完善的技术和强大的功能至今在国内外许多部门尤其是汽车、航空工业中占有一席之地,但由于硬件、软件配冒要求很高,以及随着各类新技术如CAD/CAM集成化技术的发展,它也成为“过期的明星”了。
3.基于图形的数控自动编程系统:图形操作直观、快速准确,不易出错。用户界面友好,交互功能强,避免了繁琐复杂的计算、格式要求严格的数控语言的输入,降低了工厂编程人员的水平要求。在CAD/CAM系统中,可共享CAD的资源,利用CAD所生成的图形作为数控程序编制的输入,是实现CAD/CAM‘一体化的最佳途径。
4.语音编程系统虽然信息的输入简单,但由于语音识别的难度大,降低了编程的效率。而实物编程虽可进行交互式操作,但每一步的操作比较复杂。应该说这两类系统各有优点,同时又具有缺点。
5.基于视觉系统的数控自动编程系统虽不需要编写源程序,且对于己有的零件图纸无须再人工计算或输入计算机,但该方法的处理系统比较复杂,一些技术还要完善。
通过对这些系统的分析比较,手工编程和APT编程应该来说都算是过去的方法而其它几种方法各有优缺点,同时也是日前数控编程的发展趋势,所以本系统在吸收这些系统的优点的基础上提出了针对钣金冲裁零件的基于图形参数化的可视化、交互式自动编程技术模型。
它的主要思想及原理是:在系统的首端设计一个CAD辅助设计绘图模块,在模块中所有的零件结构设计以参数化的形式输入结构参数来完成绘图,每一个结构的工艺信息在绘制该结构图形时一起输入并将该结构的几何和工艺信息分别存储于特定数据库中;由于钣金冲裁数控加工基本都是在展开板材上进行,因此钣金零件需生成展开图,但在展开过程中所有的零件结构参数都进行了展开计算并重新存储,以后的编程就以这些数据为依据。
展开图生成后,便可调用数控程序生成模块,在图形上直接交互式的点击需要加工的部位,系统将会自动地进行数学处理,编制出程序并存储于数据库中。在这一操作中,当点击需加工的结构时,界而会显示出系统所选的加工刀具参数,并可预览刀具的轨迹。这就是钣金零件基于图形参数化的可视化、交互式自动编程技术思想。
这种自动编程技术的优点是:避免了上述基于图形自动编程系统中CAD子系统和CAM子系统之问的数据集成和数据接口的难度,而同时又具有集成化的特点:编程的过程实际上是用鼠标在展开图上直接交互式的点击加工部位,同时图形在界面上是可见的,体现了程序编制的可视化、交互式特点;操作时在界而上可以看到刀具的参数、零件加工结构的几何参数和刀具仿真轨迹,使操作更加有把握,可实时看到操作的结果;操作只需鼠标点击,操作十分方便。
+86 13713208199