
2023-01-03 17:00:58
2.1 Current CNC programming technology
2.1.1 Manual programming
The manual programming process is essentially a comprehensive application process of CNC machine tool processing instructions, process basis and parts to be processed. In manual programming, the content that needs to be completed is as follows: ① Analysis and process processing of part drawings. Through the analysis of the part drawing, determine the processing plan, select the appropriate CNC machine tools, fixtures, tools, and determine the reasonable tool routing and cutting parameters and processing parameters. ② Mathematical processing. According to the geometric size and processing route of Lingshi, the tool is calculated, and the center's motion trajectory trap obtains the tool position data. ③ Write the NC program for parts processing, check the program and make the control medium. The general steps are shown in Figure 2.1.
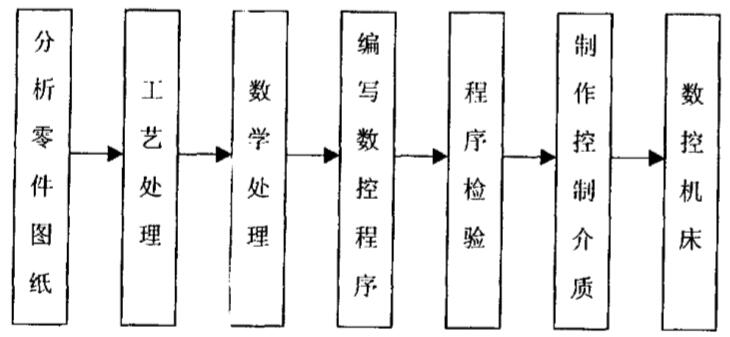
Figure 2.1 Manual programming content and steps
Although for NC programming of two-dimensional processing objects, manual programming can basically meet its requirements, but manual programming The technical labor scene is large, the calculation is cumbersome, the efficiency is low, and it is easy to make mistakes. Moreover, for three-dimensional processing objects, manual programming cannot be completed at all, so the current CNC processing generally adopts automatic programming technology.
2.1. 2 CNC automatic programming
CNC automatic programming refers to the use of computer to partially or completely complete the content of manual programming. Although the content to be completed remains unchanged, with the development of advanced manufacturing technology, computer technology, and network technology, the realization method and structure of the CNC automatic programming system are also constantly evolving to adapt to the development of its supporting platform. For now, the traditional structure of CNC automatic programming system is shown in Figure 2.2. In order to achieve generalized processing, the NCP system is generally divided into two parts, pre-processing and post-processing, which perform different functions respectively.
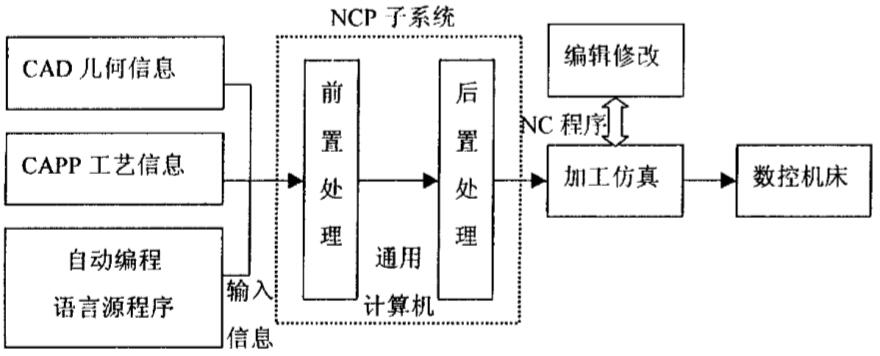
Figure 2.2 Traditional structure of CNC automatic programming system
The pre-processing functions include reading geometry and process information, determining the tool path and parameters, and calculating the tool path And generate tool position file. In order to realize the generalization of the NCP system, the tool position file should be able to adapt to the post-processing requirements of various machine tools, that is, the tool position file format cannot carry any information about the machine tool, and the pre-position is completely universal.
After the processing is completed, the NC program corresponding to the specific NC machine tool is generated from the tool position file. In realizing the generalization strategy of the NCP system, post-processing combines different machine tool files to generate NC programs that adapt to different machine tool command formats.
with manual Compared with programming, although the content that needs to be completed in automatic programming remains unchanged, with the development of advanced manufacturing technology, computer technology and network technology, the realization method and structure of CNC automatic programming system are also constantly evolving to adapt to the development of its supporting platform. Until today, there have been a wide variety of programming systems with different functions. Such as: NC language programming system, conversational programming system, NC graphic programming system, etc.
2.1.2.1 CNC Language programming system
The NC language programming system is the earliest developed, it uses NC language to write the source program of parts processing. Compared with other types of automatic programming systems, it is by far the most widely used, most powerful, most versatile, and most mature system.
APT( Automatically Programmed Tool) is the abbreviation of Automatically Programmed Tool, which is a symbolic language close to English used to define the geometric shape of the workpiece, the tool and the movement of the tool relative to the workpiece. Input the part processing program written in APT language into the computer, compile and generate the tool position file through the APT language programming system of the computer, and then perform NC post-processing to generate the part NC processing program acceptable to the NC system, which is called APT language automatic programming. 2.3 is the principle and process of APT language automatic programming.
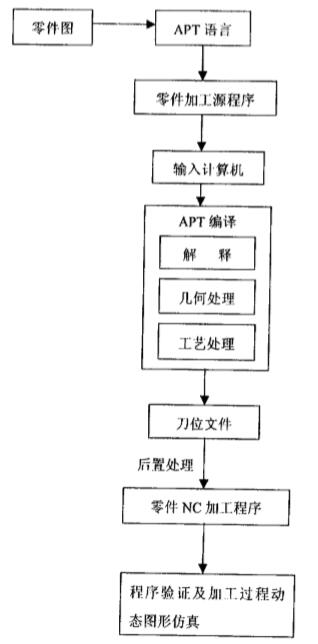
Figure 2.3 Principle and process of APT language automatic programming
APT language has rich vocabulary and many types of definitions. It uses the geometric definition statement to describe the shape of the processed object, uses the tool movement statement to describe the motion state of the machine tool when processing the workpiece, and uses the post-processing statement to describe the control of the machine tool function.
compiled in APT language The NC machining program has the advantages of concise program and flexible tool control, which makes the NC machining programming rise from the "assembly language education" level oriented to machine tool instructions to the high-level language level oriented to geometric elements (points, lines, and). Since the automatic programming of the computer (or programming machine) replaces the programmer to complete the tedious numerical calculation work, and saves the workload of writing the program list, the programming efficiency can be increased several times to dozens of times, and at the same time, it solves the problem of manual programming. There are many complex programming problems that cannot be solved in APT series. For example, the APT series can handle milling of two-dimensional contours and three-dimensional surfaces, including multi-coordinate machining with tiltable tool axis (currently up to five coordinates), but APT is a huge The system is difficult to master, and has high professional requirements for hardware and programmers. However, with the development of advanced manufacturing technology, especially the application of flexible manufacturing system (FMS) and computer integrated manufacturing system (CIMS), higher requirements are put forward for automatic programming technology, and automatic programming using APT language has become very important. The shortcomings are mainly manifested in the following points:
(1) Difficult to apply. Although it uses high-level language and symbols to describe parts, it still needs to manually write the APT source program, so it has high professional requirements for operators, which is difficult and error-prone.
(2) Integration Poor sex. Drawings are used to transfer data between part design and processing, which cannot meet the requirements of CAD/CAPP/CAM integration. The computer only participates in calculations but cannot use process information, and cannot realize the automatic integration of process and NCP, which hinders the improvement of work efficiency.
(3) General Poor sex. The APT source program needs to be compiled by a dedicated programming machine into CNC codes that can be used by machine tools. Since the programming systems (code formats) used by the CNC machine tools produced by various manufacturers are not completely consistent, different types of machine tools need to be equipped with different types of CNC programming machines, and the CNC programming machines are expensive, which makes users hesitate to consider when choosing CNC machine tools Choosing the same type of programming system makes the range of choices for users too small, which does not meet the requirements of openness (generalization). If a general-purpose computer numerical control automatic programming system is adopted, one machine with multiple functions can be realized.
(4 ) The APT language lacks the intuitive graphic display of the stripping shape, the tool trajectory, and the verification means of the tool trajectory.
2.1. 2.2 Conversational automatic programming system
Conversational automatic programming system is developed on the basis of CNC language programming system, as shown in Fig. 2.4 is the flowchart of conversational programming. Take Japan's FAPT as an example, its conversational programming system is basically the same as the original APT except for the geometry definition statement and tool movement statement. Because of the addition of conversational commands, it can not only process the original APT part source program, but also It has the following functions: can execute or suspend any statement or statement group in the program at any time; can change the part source program at any time, such as deleting some statements, modifying or inserting some statements; point or The data such as straight lines can be used without definition in the part source program in the future; the program can be printed or not printed at any timeSequence sheet or a certain intermediate processing result, such as point, winning line, circle data, etc.: the modified part source program sheet can be printed out at any time. However, the conversational programming system has its disadvantages. The main reason is that there must be a process of converting drawing information when inputting part information. This conversion process is completed by programmers, so this system is prone to human errors and reduces programming efficiency.

Figure 2.4 Conversational processing flow chart
2.1.2.3 NC automatic programming system based on graphics
NC graphic programming system is a computer-aided programming technology, which is realized by special computer software. This kind of software is usually based on mechanical computer-aided design (CAD) software, and uses the graphic editing function of CAD software to draw the geometry of the part on the computer to form a graphic file of the part; then call the NC programming module, using human-computer interaction Designate the part to be processed on the computer screen, and then input the corresponding processing parameters, the computer can automatically perform the necessary mathematical processing and compile the NC processing program, and at the same time dynamically display the tool's processing track on the computer screen. Because the programmer basically "copy" the part diagram to the computer without converting the graphic information, this method minimizes human errors and maximizes the efficiency and quality of programming, known as the most efficient programming method.
More importantly , because the graphic programming system generates the NC machining instruction sheet from the processing part drawing, and since the result of computer-aided design is enough graphics, the CAD system can be used to design the workpiece, and then the process card used on the NC machine tool can be generated through CAPP. Generate NC machining instruction list. Obviously, this programming method has the advantages of fast speed, high precision, intuitive use, and easy inspection. Therefore, "graphic interactive automatic programming" has become a numerical control commonly used by advanced CAD/CAM software at home and abroad. programming method.
graphic interaction Automatic programming is a brand-new programming method. Compared with manual programming and APT language programming, it has the following characteristics:
①This This programming method does not require complex mathematical calculations like manual programming to calculate the coordinate data of each node, nor does it write descriptions of geometric shapes, machining processes and post-processing source programs like CNC programming languages. Geometry directly facing the part on the computer. The result of its programming is also displayed on the computer
graphically. The method has the advantages of simplicity, intuition, accuracy and convenience for inspection.
The programming software and the corresponding CAD software are organically combined to form an integrated software system, which can be used for computer-aided design, and can also be used to call the designed part graphics for interactive programming, which is very important for realizing the integration of CAD/CAM favorable.
③This kind of programming The entire programming process of the method is carried out interactively, instead of programming the source program in NC language in advance like APT language programming, and then the computer performs batch processing to generate the NC machining program. This programming method is easy to learn, and problems can be found and modified at any time during the programming process.
④During programming , The extraction of graphic data, the calculation of nodes, the compilation and output of programs are all automatically carried out by the computer, so the programming speed is fast, the efficiency is high, and the accuracy is good.
⑤ Such software It is all carried out on a general-purpose computer and does not require a special-purpose programming machine, so it is very convenient for popularization and promotion. This automatic programming method can compile the processing program of another part while the machine tool is processing one part, which is convenient and intuitive to use. It can be said that graphic interactive automatic programming is an advanced automatic programming technology and the development direction of automatic programming software. At present, advanced programming software at home and abroad have generally adopted this programming technology.
2.1. 2.4 Object Programming System
When the parts are to be CNC processed, a coordinate measuring machine can be equipped to measure the size of the model first, and the control computer of the measuring machine itself can process the data and output the required CNC processing program list. There are also some CNC machine tools that have a function called Teach and Playback. Each machine tool has a measuring sensor. According to the actual processing route, the size of the real object or model is measured, stored in the CNC system, and processed to form a processing program, the subsequent parts can be processed according to the same route, which is physical programming. The characteristic of this kind of system is that its physical model is generally not designed for NC programming, or even designed for NC programming. In order to be used in NC programming, it is often necessary to analyze the machinability of the solid model and identify machining features (machining feature) (processing surface or processing area), and process planning for processing features, and finally NC programming, where each step may be very complicated and needs to be carried out in a human-computer interaction mode.
2.1. 2.5 Speech programming system
Speech programming is a method of using human voice as input and communicating directly with computers and display devices , so that the computer outputs the part processing program. There are two main methods for this automatic programming: one is to decompose the automatic programming language into each vocabulary in isolation. Therefore, each isolated vocabulary can be voice-inputted by voice. This method is simple and reliable, but the efficiency is low. The other is to replace the sentence of the automatic programming language with a string of voices (ie a sentence), input it into the computer, and the entire operation process is performed with voice commands. This method is efficient, but it is difficult to recognize Yujue.
Before programming, The system must be familiar with the voice of the programmer, that is, when the system is used for the first time, the programmer should speak the vocabulary and numbers specified by the system into the microphone, so that the system can record them and convert them into digital instructions that the computer can accept. When programming, the programmer sends out various instructions to the microphone or answers the questions raised on the screen of the display device, and then the instructions spoken by the programmer are displayed on the screen, and the answers to the questions are checked or requested. Issue instructions, etc., as shown in Figure 2.5.
from now on From the perspective of advanced speech recognition technology, when the operator first comes into contact with the speech system, he must train the system to be familiar with the operator's voice. For this reason, the operator must input the lecture of the vocabulary into the computer through the microphone in advance to establish a sample. The speech is mainly compared with the characteristics of the sample, and the speech characteristics and different vocabulary of different operators on the computer can be quickly replaced according to the needs.

Figure 2.5 System flowchart of voice programming
2.1.2.6 Automatic programming system based on viewing angle system
Vision system programming is to use computer vision system to read and understand the drawings, and the programmers will give the starting point, cutting point and retracting point in real time during the editing process, and then automatically It is an automatic programming method that calculates the relevant coordinate values of the tool position point, and after post-processing, finally outputs the NC machining program or perforated paper tape.
Figure 2 .6 shows the system block diagram of the vision system programming. Firstly, the drawing is scanned by the drawing scanner (commonly used are CCD sensor scanner and scanning drum), and an image is obtained, and the image is preprocessed in order to correct the geometric distortion and grayscale distortion of the image, and convert it into Easy-to-handle two-dimensional images, while performing fracture correction, geometric intersection detection, and thinning processing to eliminate the impact of the resolution of the input part. Then separate and identify the text, symbols, lines and other elements on the drawings, and memorize the relationship between them. The lines need to be vectorized and fitted with straight lines or curves to obtain endpoints and branch points. Then comprehensively process these information to determine the meaning and size of each line in the drawing, and finally edit and calculate the tool position coordinates, and then connect the appropriate post-processing to output the NC machining program sheet.
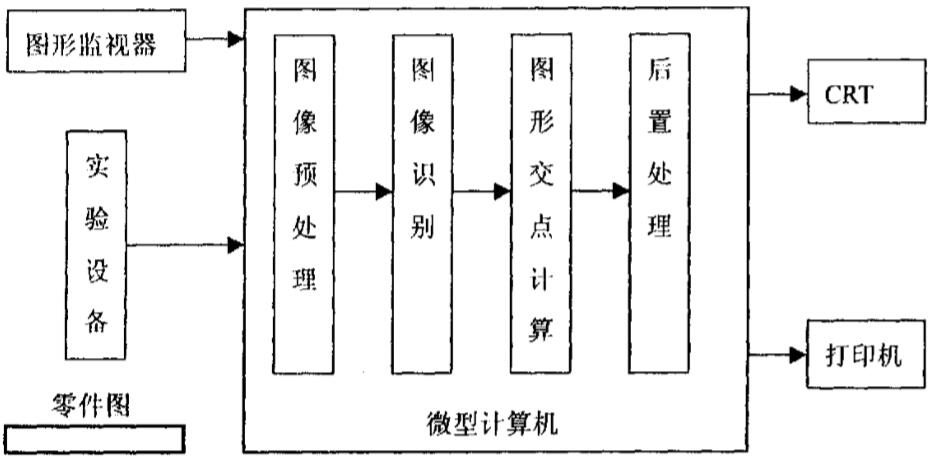
Figure 2.6 Flow chart of viewing angle system programming
When programming the vision system, there is no need for part source programs. Programmers only need to input process parameters in advance. The operation is simple and can Connect directly with CAD data to achieve a high degree of automation.
2.2 Visualization Proposal of interactive automatic programming technology
Looking at the above NC programming methods, we can see that:
1. Manual programming: Its calculation is complex, error-prone, and only suitable for simple parts processing, which belongs to the eliminated programming method.
2. Automatic programming system based on APT language: APT uses language to describe geometric figure information, so in order to accurately describe geometric figure and processing process, APT statement adds many modifiers or restrictive words; at the same time, APT language is not With structured language, it is very difficult to write, debug and maintain programs, and programmers who use this programming system must undergo special training. Although it has a very complete technology and powerful functions, it has occupied a place in many departments at home and abroad, especially in the automobile and aviation industries. With the development of globalization technology, it has also become an "expired star".
3. Graphic-based CNC automatic programming system: graphic operation is intuitive, fast and accurate, and less prone to errors. The user interface is friendly, and the interaction function is strong, which avoids the input of tedious and complicated calculations and strict numerical control language, and reduces the level requirements of factory programmers. In the CAD/CAM system, the resources of CAD can be shared, and the graphics generated by CAD can be used as the input of NC programming, which is the best way to realize the integration of CAD/CAM'.
4. Although the input of information is simple in the voice programming system, the efficiency of programming is reduced due to the difficulty of voice recognition. Although physical programming can be operated interactively, the operation of each step is more complicated. It should be said that these two types of systems have their own advantages and disadvantages at the same time.
5. Although the CNC automatic programming system based on the vision system does not need to write the source program, and does not need to manually calculate or input the existing part drawings into the computer, the processing system of this method is relatively complicated, and some technologies need to be perfected.
The analysis and comparison of these systems, manual programming and APT programming should be regarded as past methods, while other methods have their own advantages and disadvantages, and they are also the development trend of CNC programming, so this system absorbs the advantages of these systems. A visual and interactive automatic programming technology model based on graphic parameterization is proposed for sheet metal blanking parts.
its The main idea and principle are: design a CAD-aided design and drawing module at the head end of the system, in which all the part structure design in the module is completed by inputting the structural parameters in a parametric form, and the process information of each structure is used to draw the structural graphics input together and store the geometry and process information of the structure in a specific database; since sheet metal blanking NC machining is basically carried out on the unfolded sheet, sheet metal parts need to generate an unfolded diagram, but during the unfolding process all The structural parameters of the parts have been expanded and calculated and stored again, and the future programming will be based on these data.
After the expanded image is generated , you can call the NC program generation module, directly and interactively click the part to be processed on the graph, the system will automatically perform mathematical processing, compile the program and store it in the database. In this operation, when the structure to be processed is clicked, the interface will display the processing tool parameters selected by the system, and the trajectory of the tool can be previewed. This is the idea of visual and interactive automatic programming technology based on graphic parameterization of sheet metal parts.
The advantage of the automatic programming technology is that it avoids the data between the CAD subsystem and the CAM subsystem in the above-mentioned graphic-based automatic programming system The difficulty of integration and data interface, but at the same time has the characteristics of integration: the process of programming is actually to use the mouse to directly and interactively click the processing part on the expanded diagram, and at the same time the graphics are visible on the interface, reflecting the process of programming. Visual and interactive features; during operation, you can see the parameters of the tool, the geometric parameters of the part processing structure and the simulation track of the tool, making the operation more sure, and you can see the result of the operation in real time; the operation only needs to be clicked, The operation is very convenient.



+86 13713208199

